詢問單
詢問車是空的。
ASTM F657:
晶圓正面和背面相對應點之間的距離. 厚度以微米或mils(千分之一英寸)表示.
ASTM F657:
在掃描模式或一系列點測量中遇到的最大和最小厚度值之間的差異. TTV 以微米或密耳(千分之一英寸)表示.
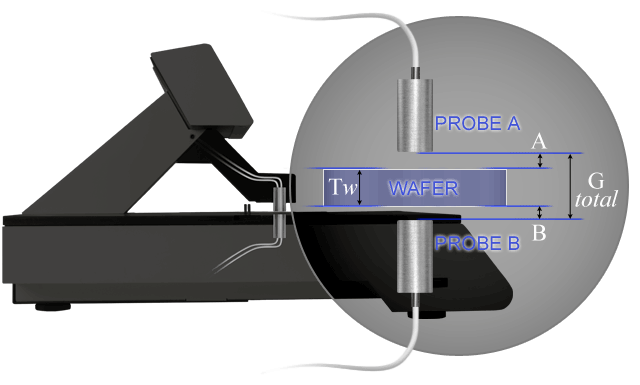
上圖顯示了放置在兩個非接觸式測量探頭之間的晶圓. 通過監測上探頭面與上晶圓表面 (A) 以及下探頭面與下晶圓表面 (B) 之間的變化,可以計算出厚度. 首先,系統必須使用已知厚度 (Tw) 的晶圓進行校準. 將已知厚度的區域放置在探頭之間,並獲取上探頭到晶圓間隙 (A) 和下探頭到晶圓間隙 (B). 然後,上探頭和下探頭之間的總間隙 (Gtotal) 計算如下:
Gtotal = A + B + Tw
系統校準後,現在可以測量未知厚度的晶圓. 當晶圓放置在探頭之間時,會獲取新的 A 和 B 值. 厚度計算如下:
Tw = Gtotal – (A + B)
在晶圓的自動掃描過程中,會進行一系列點測量並儲存. 掃描完成後,TTV 計算如下:
TTV = Tmax – Tmin
ASTM F534 3.1.2:
自由、未夾持晶圓中位表面中心點與由三個等距點在直徑小於晶圓標稱直徑的圓上建立的中位表面參考平面之間的偏差.
中位表面:
晶圓中與正面和背面等距的點的軌跡. 在測量和計算彎曲時,重要的是必須知道晶圓中位表面的位置. 通過測量中位表面的偏差,可以從計算中去除晶圓中心點的局部厚度變化.
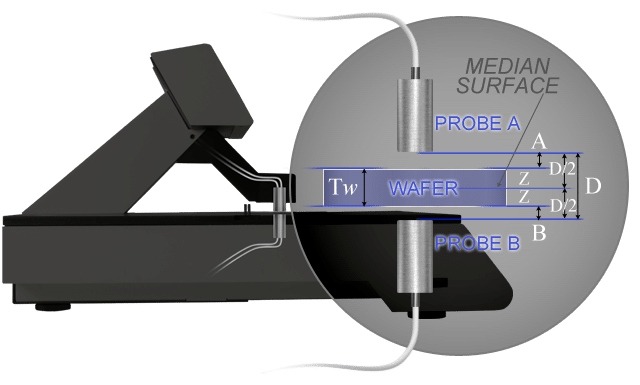
上圖顯示了晶圓中位表面在兩個探頭面之間的關係,其中:
D = 上下探頭面之間的距離
A = 上探頭到晶圓頂面的距離
B = 下探頭到晶圓底面的距離
Z = 晶圓中位表面與上下探頭之間中點 (D/2) 的距離
為了確定晶圓上任何位置的 Z 值,有兩個方程式:
Z = D/2 – A – T/2 and Z= -D/2 + B + T/2
求解兩個方程式的 Z,該值可以簡單地通過以下方式確定:
Z = (B – A)/2
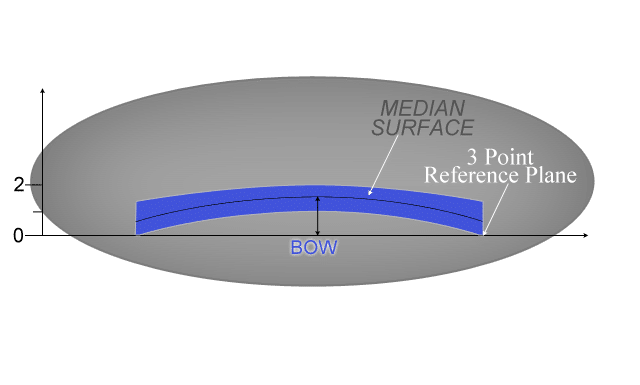
由於彎曲僅在晶圓的中心點測量,因此計算晶圓邊緣周圍的三 (3) 點參考平面. 然後通過測量晶圓中心中位表面的位置並確定其與參考平面的距離來計算彎曲值. 請注意,彎曲可以是正數或負數. 正數表示中位表面的中心點位於三點參考平面之上. 負數表示中位表面的中心點位於三點參考平面之下.
ASTM F1390:
自由、未夾持晶圓中位表面與參考平面之間的最大和最小距離的差異. 與彎曲一樣,翹曲是測量晶圓中位表面與參考平面之間差異的量度. 然而,翹曲使用晶圓的整個中位表面,而不僅僅是中心點的位置. 通過觀察整個晶圓,翹曲提供了更真實的晶圓形狀測量. 中位表面的位置計算方式與彎曲完全相同,如上所示. 對於翹曲測定,有兩種參考平面構造的選擇.一種是晶圓邊緣周圍的相同三點平面。另一種是透過對測量掃描期間獲得的中間表面數據執行最小平方法擬合計算。然後透過找出與參考平面的最大偏差 (RPDmax) 和與參考平面的最小差異 (RPDmin) 來計算翹曲。RPDmax 定義為參考平面上方最大距離,是一個正數。RPDmin 是參考平面下方最大距離,是一個負數。
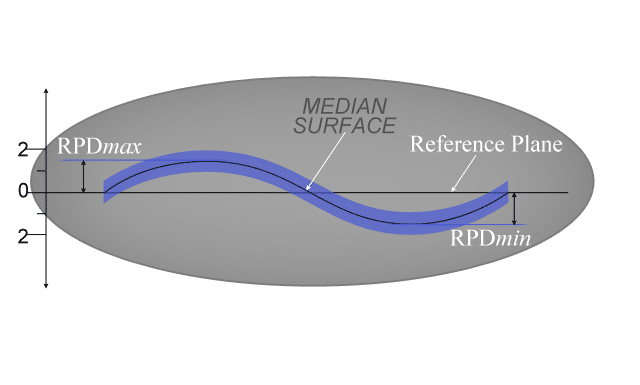
上圖是翹曲計算的圖示。在此範例中,RPDmax 為 1.5,顯示為中間表面在參考平面上方的最大距離。RPDmin 為 – 1.5,顯示為中間表面在參考平面下方的最大距離。請注意,翹曲始終為正值。
Warp = 1.5 – (-1.5) = 3
它也說明了同時測量弓形和翹曲的實用性。圖中晶圓的中間表面在晶圓中心與參考平面相交,因此,弓形測量值將為零。在這種情況下,計算出的翹曲值更有用,因為它告訴使用者晶圓確實存在形狀不規則。
用於製造積體電路的晶圓平坦度控制在嚴格的公差範圍內,以幫助確保所有晶圓都足夠平坦以進行光刻加工。光學光刻方法將繼續用於 100 奈米技術世代之後的較大特徵尺寸圖案化。晶圓平坦度的變化必須小於晶圓+薄膜頂表面照明區域的光學光刻曝光工具的焦深。為確保晶圓保持在所用光刻工藝的焦深範圍內,有必要測量晶圓的厚度、TTV、BOW 和 WARP,以確保晶圓的頂部物理表面是平坦的,並且在所用光刻系統的規格範圍內,否則可能會出現有缺陷的 IC 圖案,這會透過報廢和浪費時間來增加成本。
與其丟棄不符合規格的晶圓,不如根據厚度、TTV、BOW 和 WARP 對晶圓進行分類,以便它們仍然可以用於更長波長的光刻系統,或者如果它們超出規格太遠,最終可以透過熔化並轉化為新晶錠來回收。
測量晶圓厚度和 TTV 也允許對 CMP(化學機械平坦化或拋光)/研磨工藝進行過程控制,並允許調整這些工藝以滿足客戶需求。
用於 MEMS 應用的晶圓通常是雙面拋光的。這可以透過先拋光一面,然後翻轉晶圓並拋光第二面,或者在兩個旋轉拋光墊之間同時拋光兩面來完成。挑戰在於保持在先前工藝步驟中實現的良好晶圓平坦度。這就是監測晶圓厚度和 TTV 在控制拋光工藝中變得非常重要的地方。
晶圓與光阻劑和薄膜的後處理可能會由於這些後處理薄膜在晶圓上造成的應力而導致 BOW 和 WARP。MTI 的 300iSA 可用於在這些後處理薄膜操作後檢查 BOW 和 WARP。即使晶圓上有薄膜,300iSA 仍然可以進行測量。
光刻工具使用真空吸盤。假設晶圓被吸盤吸住,使背面完全平坦,名義上消除了晶圓翹曲(Diebold 和 Goodall 1999)。吸盤晶圓的表面形貌是由晶圓厚度變化 (TTV)、吸盤不平坦和表面結構造成的。有效的計量需要標準測量程序和感興趣量的定義。SEMI 和 ASTM 已為矽晶圓制定了表面平坦度標準的定義(Diebold 和 Goodall 1999 和 Huff 等人 1993)。相關定義必須根據光刻工具類型來選擇.
MTI 的 300iSA 能夠進行所有這些測量. 請注意, 範圍 (針對全焦深) 和偏差 (針對最大偏移) 是相對於每個曝光場地 (或在掃描儀情況下為許多場地) 重新計算的平面. 晶圓整體幾何測量的計量概念在標準化社群中也已發展成熟. 全局平坦度 (相對於整個晶圓平面的變化) 在 CMP 工藝開發和控制中可能是一個問題, 因為這些工藝通常會使晶圓邊緣比中心更薄. 為矽晶圓定義的全局平坦度指標包括: